
镇江乾旭电器设备有限公司
全国咨询热线:13852950060



一种母线槽接头器,它是母线槽配件的一种,它包括有两块接头侧连板、绝缘隔板组、绝缘螺栓,在两块接头侧连板内设有与接头侧连板绝缘平行的绝缘隔板组,绝缘隔板组包括有两块绝缘外隔板和多块内隔板,在两块绝缘外隔板间平行设有多块绝缘内隔板,在两块接头侧连板、绝缘隔板组上均设有一个绝缘螺
了解详情
母线槽配件运行中,应安排专门的工作人员不间断查看整条系统的四周是否存在渗漏、喷水、潜在的潮气源。是否存在对系统构成威胁的重物,以及对母线槽配件系统温升构成影响的热源。检查有无异物进入母线槽内部。检查母线槽系统零部件有无缺损、锈蚀现象。母线槽配件检修前,需对母线槽系统进行全面的停电检查,切断母线槽配件
了解详情母线槽配件的表面处理是一项很重要的工作,它包括酸洗、磷化、烘干、喷粉、固化等工艺过程。采用聚酯环氧粉末喷涂的外壳,其表面附着力强保持时间久,并能起到绝缘作用。 母线槽配件导电铜排——由纯铜排组成,导电铜排接头的表面应均匀镀锡或镀银。绝缘材料——由聚四氟乙烯、聚
了解详情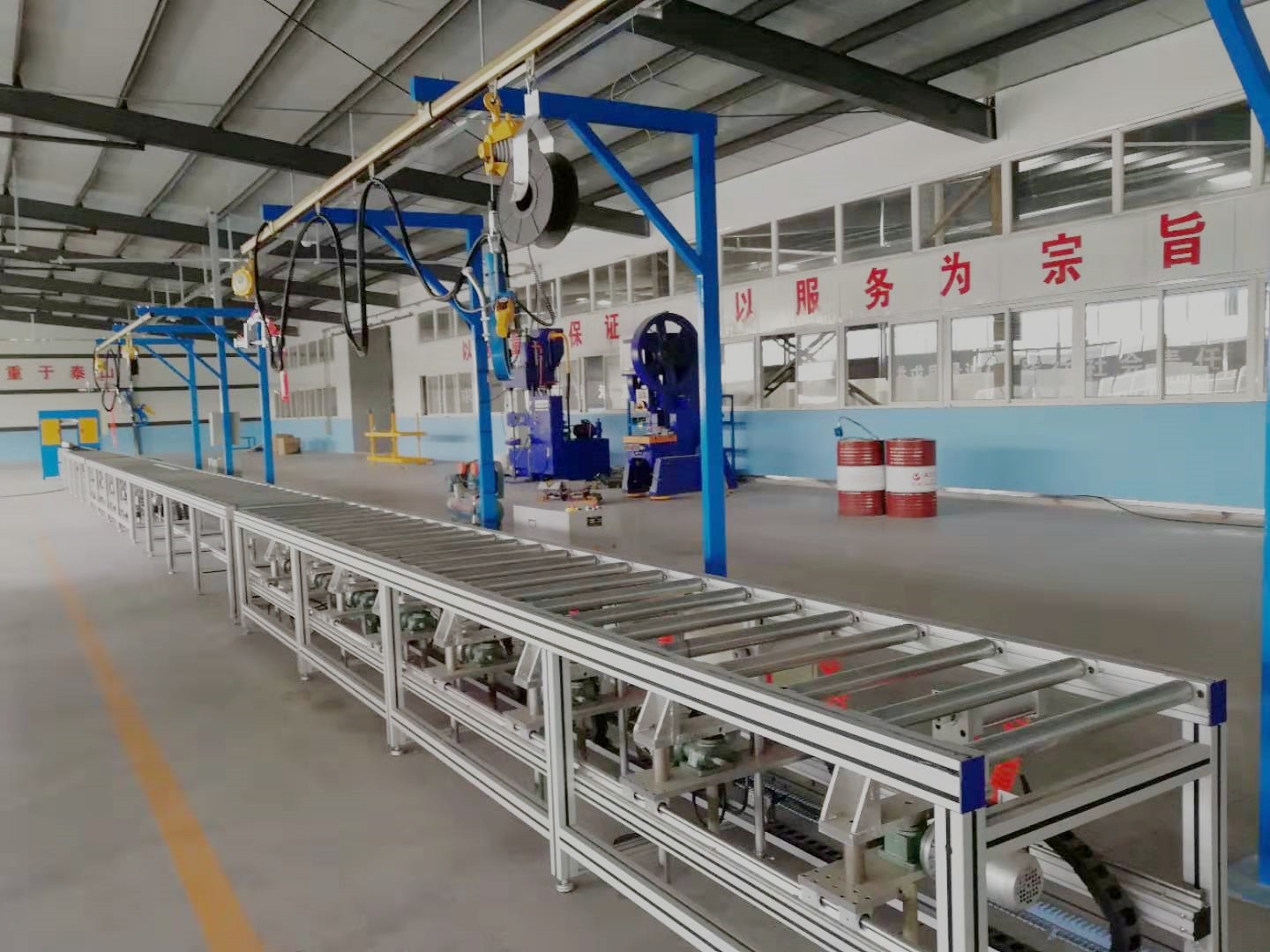
母线装配线小修一般包括以下内容: (1)做好修前准备工作。 (2)检查并消除现场可以消除的缺陷。 (3)清扫变压器油箱及附件,紧固各部法兰螺丝。 (4)检查遍地密封状况,消除渗漏油表象。
了解详情首先步是接通电源,在控制面板上打开钥匙开关,再按油泵启动;第二步就是行程调节,铜排折弯机使用必须要注意调节行程,在折弯前一定要试车。铜排折弯机上模下行至部时必须保证有一个板厚的间隙,否则会对模具和机器造成损坏;第三步选择好折弯槽口,一般要选择板厚的八倍宽度的槽口;第四步是对后挡料调整,一
了解详情
母线槽装配线是指除母联开关和分段开关外的所有分支电流组成的差动电路。一段母线的微小差异是指由连接在该段母线上的所有分支组成的差动电路,包括母线耦合、分段开关和电流。母线大差比差速器用于差动母线区域内外的缺陷,小差比差速器用于选择缺陷母线。一般用于双母线维修,大差值作为索赔要素,用于区分该区域的缺陷;
了解详情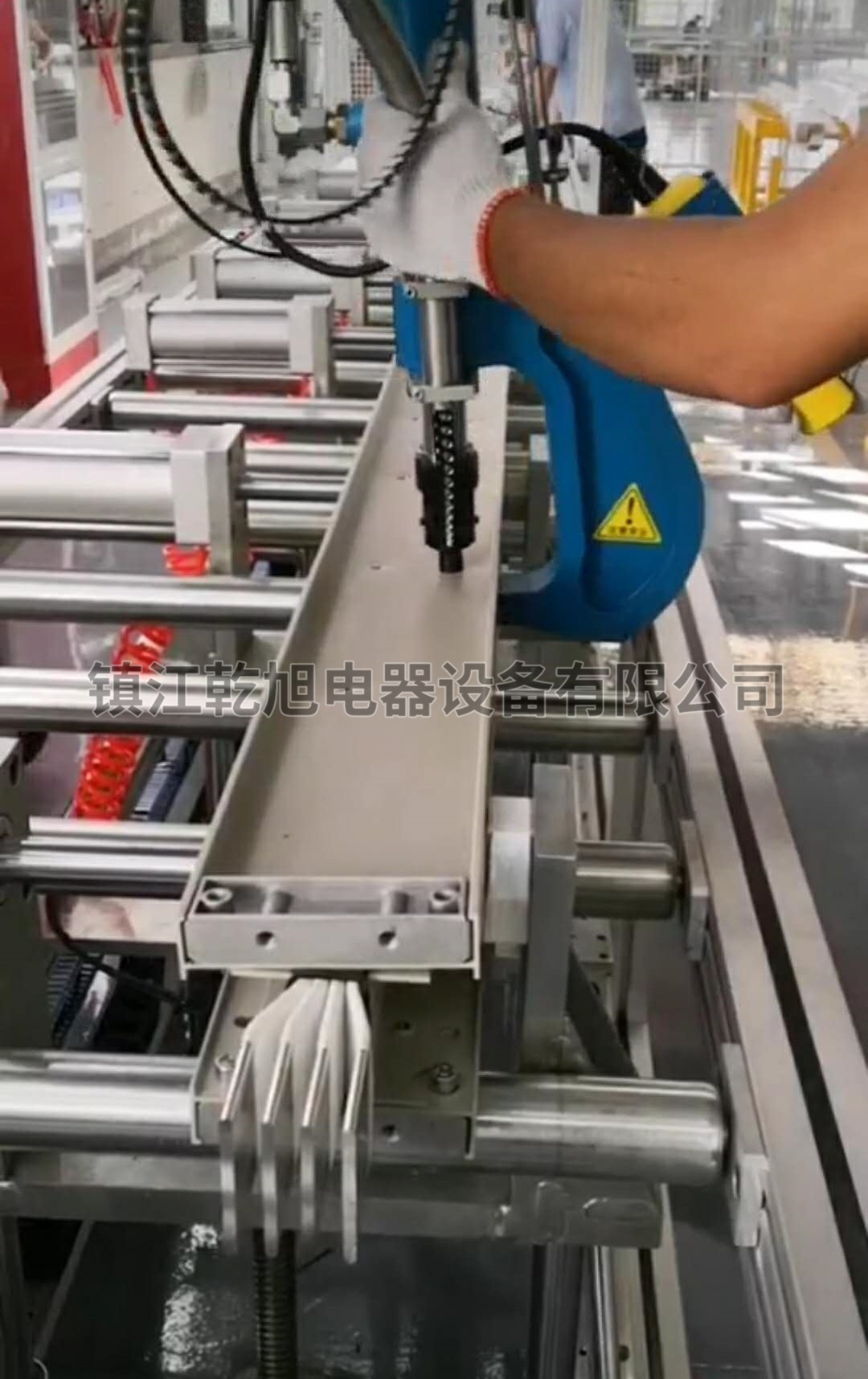
在凹模与冲头的共同作用下铆钉尾部在下层金属中张开形成喇叭口形状以便锁止,达到连接目的。铆接两层相同金属材料时,较厚的放在下层;铆接两层不同金属材料时,将塑性好的材料放在下层;铆接金属与非金属材料时,将金属材料放在下层。母线槽目前采用的铆接制造工艺有两种,一种是螺栓连接另一种是自冲铆接。
了解详情
母线槽装配线可实现以下功能:母线自动定位,自动条形码扫描母线类型,自动选择工装,自动启动检测,自动判断是否合格并报警。母线槽装配线制作前,应现场测量加工尺寸。水平和竖直安装的母线,在测量和加工上比较容易,而在弯曲或则水平安装时各段的标高不一致需要转弯时,以及垂直安装时,各段又不在一个垂
了解详情

Copyright 镇江乾旭电器设备有限公司 ALL Rights Reserved 网站地图 XML地图